Монтаж сполучних муфт
Монтаж муфт повинен виконуватись відповідно до інструкції з монтажу конкретного типу муфти виробника (постачальника) муфт. З'єднання оптичних волокон при монтажі муфт слід проводити способом зварювання під контролем загасання оптичним рефлектометром. Значення загасання зварного стику волокон, розраховане у напрямках А – Б, Б – А, має перевищувати 0,1 дБ. Кожна муфта після закінчення монтажу має бути замаркована кільцем з листового свинцю або пластмасовою биркою. На кожну змонтовану муфту має бути складений паспорт у двох примірниках. Один екземпляр укладається у муфту, другий додається до виконавчої документації. Якщо передбачено проектом, то оптична муфта та запас ОК поміщаються у спеціально виготовлену шафу, яка має бути закріплена на опорі.
На місцевих мережах зв'язку, в основному, повинні використовуватися оптичні муфти вітчизняних виробників, розроблені з урахуванням технічних вимог, що діють і мають декларації відповідності Міністерства інформаційних технологій і зв'язку Російської Федерації. Допускається застосування на місцевих мережах оптичних муфт зарубіжних виробників за наявності сертифікатів відповідності та типових рішень щодо встановлення, кріплення та захисту оптичних муфт у місцях їх монтажу.
Оптичні муфти для броньованих ОК, прокладених у ґрунті, повинні забезпечувати:
- можливість електричного з'єднання екранів або металевих силових елементів конструктивними елементами, що зрощуються ОК, перетином не менше 2,5 мм2;
- можливість виводів дротів від металевих елементів конструкції ОК, окремо кожному за ОК, підключення до зовнішнього заземлению.
Організація робочого місця
Робочі місця для монтажу муфти можуть бути наступні:
- Спеціально обладнана монтажна машина;
- Колодязі;
- Міські колектори;
- Приміщення введення кабелів ;
- Намети, встановлені біля колодязів, котлованів, опор.
Склад групи для монтажу та контрольних вимірювань муфт має бути наступним:
- інженер-вимірювач;
- два монтажники;
- Водій монтажної машини.
Кінці ОК, що зрощуються, при будь-якому місці розміщення муфти, подають до організованого робочого місця (у монтажну машину, в намет і т. п.), обробляють і виконують монтаж відповідно до посібника з монтажу муфти даного типу. Монтажники повинні мати набори інструментів та пристроїв, необхідних для оброблення ОК, зварювання оптичних волокон, усадки КДЗС, складання та герметизації муфт будь-якого типу. Оптичні муфти закріплюють на монтажних столах із застосуванням монтажних кронштейнів, що дозволяють встановити муфту в будь-якому положенні в безпосередній близькості до зварювального пристрою.
Монтажні інструменти

Кронштейн для монтажу муфт ## Порядок монтажних операцій
- обробка ОК: очищення, надрізи та видалення оболонок, броні, гідрофобного заповнення сердечника та модулів; обрізання надлишків силових елементів; очищення волокон від гідрофобного заповнювача;
- надягання елементів муфти – оголовників, деталей вступних комплектів на попередньо очищені кінці кабелів;
- виконання поздовжньої герметизації ОК за допомогою трубок або стрічкових герметиків – мастик;
- закріплення ОК на внутрішніх елементах муфти (лотках, кронштейнах тощо);
- зрощування металевих елементів ОК або виведення дротів заземлення від броні кожного ОК;
- укладання запасу оптичних модулів;
- формування пучків оптичних модулів для введення їх на окремі касети;
- маркування модулів за допомогою липких маркерів; закріплення пучків модулів на входах касет;
- підготовка оптичних волокон до зварювання: розмітка, надягання КДЗС на одне з волокон, що зрощуються, видалення захисних покриттів з ОВ, сколювання ОВ, укладання підготовлених до зварювання ОВ у затискачі зварювального пристрою;
- зварювання ОВ та перевірка загасання зварного з'єднання за допомогою рефлектометра;
- прийняття рішення про залишення або переробку зварного з'єднання;
- усадка гільзи КДЗС у спеціальному блоці зварювального пристрою;
- укладання КДЗС у ложемент касети, і одночасне укладання запасів ОВ під лапки касети;
- зварювання ОВ у всіх касетах муфти;
- встановлення касет на лотки (кронштейни) муфти, складання касет у блок та встановлення кришки на верхню касету блоку, закріплення блоку касет на лотку (кронштейні) муфти;
- закріплення всередині муфти пакета із силікагелем;
- складання корпусу муфти, знежирення та зачистка кабелів та частин муфти у місцях накладання герметиків;
- перевірка всіх зварних з'єднань на цілісність оптичним рефлектометром;
- прийняття рішення про герметизацію муфти;
- герметизація муфти: усадка, затягування хомутів і т.п.;
- укладання муфти та запасів ОК у колодязь (котлован) або підвіска муфти та запасів ОК;
- кріплення та захист муфти та запасів ОК у місці установки;
- перевірка вимірюванням згасання всіх зварних з'єднань оптичним рефлектометром з метою з'ясування, чи збільшилося згасання стиків після укладання муфти. Якщо згасання стиків збільшилося в процесі укладання муфти та запасів ОК, то запаси слід знову розмотати і укласти так, щоб напруги в кабелі не виникали, і загасання не збільшувалося.
Перевірка змонтованої муфти на герметичність

Ковпачки для патрубків оптичних муфт
Герметичність оптичних муфт після виконання всіх монтажних операцій повинна забезпечуватися їх конструкціями та комплектами та гарантуватися заводами-виробниками. Правильність виконання монтажних операцій та якість герметизації повинні перевірятися зовнішнім оглядом.
На вимогу замовників муфти типів МОГ-М та МТОК можуть перевірятися місцевим тиском. Для цього на один з вільних патрубків муфти, що перевіряється, повинен встановлюватися термоусаджуваний ковпачок з вентилем для подачі тиску. За попереднім замовленням такі ковпачки можуть поставлятися разом з муфтами.
Розміщення змонтованих муфт
Змонтовані оптичні муфти МОГ-М у типових колодязях та колекторах з відстанню між кронштейнами 800 та 900 мм мають бути укладені на консолі.
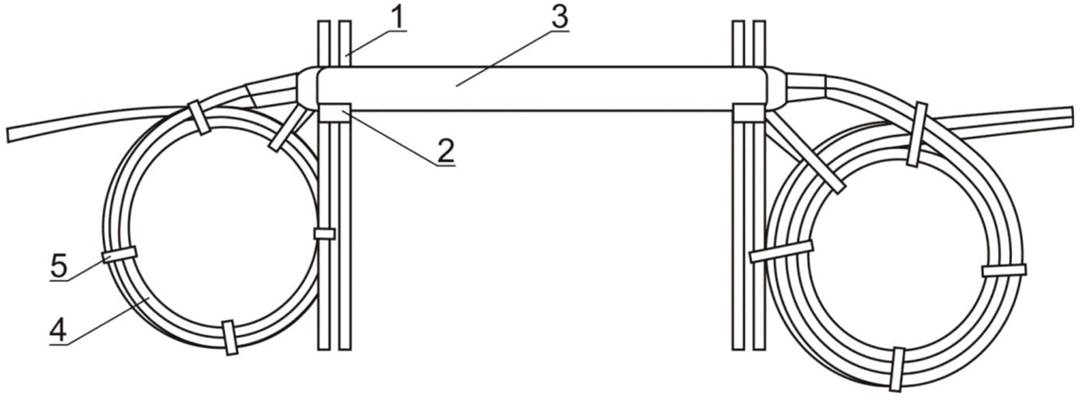
Розміщення муфти на консолі 1. кронштейни із сталевих смуг або куточків, відстань між кронштейнами у типовому колодязі – 800 мм, у колекторі – 900 мм;
2. консолі кабельні чавунні або пластмасові;
3. муфта МОГ-М;
4. бухти запасу ОК, що залишаються біля муфт;
5. перев'язки із дроту
У нетипових оглядових пристроях, у зчіпках, підвалах тощо повинні встановлюватися муфти з корпусами меншої довжини: укорочені муфти МОГу-М, і тупикові муфти МОГт-М, МТОК 96Т, МТОК 96/48. Муфти типу МТОК у колодязях та колекторах повинні бути встановлені на кронштейни для встановлення тупикових муфт у колодязях.
Розміщення муфти в нетиповому оглядовому пристрої 1. оптична муфта тупикова МТОК або МОГт-М;
2. кронштейн для встановлення тупикових оптичних муфт у колодязях;
3. кронштейн з обладнання колодязя; консольний болт;
4. йорж;
5. технологічний запас кабелів, що зрощуються, змотаний в бухти;
6. кріплення кабелів та муфт до кронштейнів перев'язками із дроту
Муфти типу МТОК, змонтовані на кабелях, прокладених у ґрунті, повинні розміщуватись у котлованах на глибині 1200 мм. У котлованах ці оптичні муфти повинні бути захищені захисними муфтами: чавунними (МЧЗ) або пластмасовими (МПЗ).
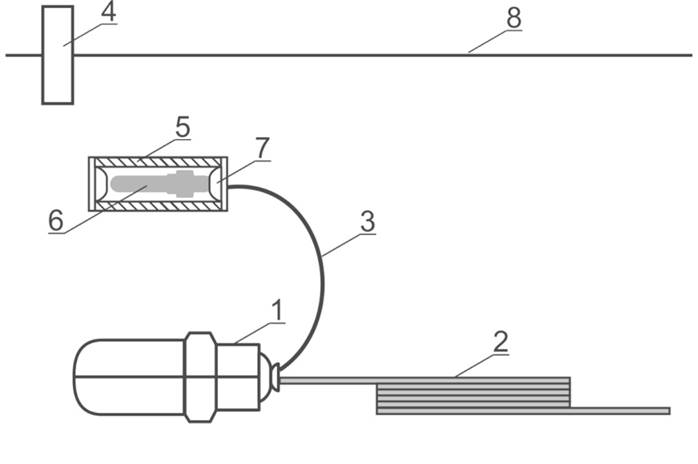
Розміщення муфти у грунті 1. оптична муфта типу МТОК у муфті чавунної захисної (МЧЗ);
2. запас ОК, змотаний у бухти;
3. дроти заземлення (КІП), що виходять з муфти;
4. вимірний стовпчик;
5. відрізок азбестоцементної труби діаметром 100 мм;
6. підземний контейнер проводів заземлення (КПЗ);
7. пробка поліетиленова;
8. поверхня ґрунту.
Бухти запасів оптичних кабелів у котлованах слід викладати однією або двома бухтами залежно від конструкції ОК та допустимих радіусів вигину.
Укладання запасів оптичних кабелів 1. муфта МТОК МЧЗ;
2. запас ОК 1 тип;
3. запаси ОК 2 чи 3 типу;
4. дроти заземлення.
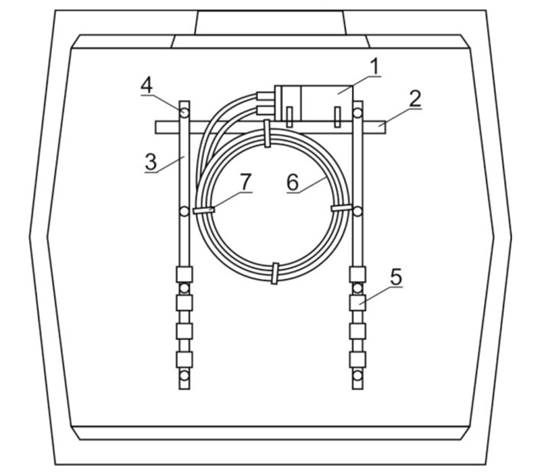
На опорах контактних мереж електрифікованого транспорту, на опорах електроосвітлення, на опорах ПЛ муфти та запаси ОК, якщо передбачено проектом, повинні розміщуватись у спеціальних шафах, які закріплюють на опорах.
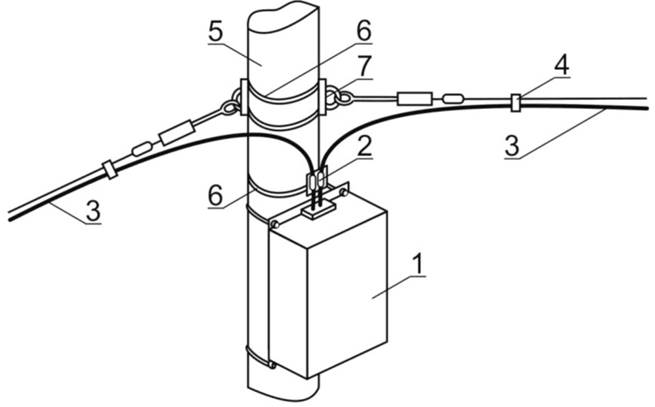
Розміщення муфти у шафі
- шафа розміщувати муфти;
- затискач шлейфовий;
- ОК;
- підвіс алюмінієвий;
- опора;
- хомут стрічковий;
- вузол кріплення.
Монтаж кінцевих пристроїв
Спільними під час монтажу оптичних кінцевих пристроїв є такі монтажні операції:
- перевірка комплектності кінцевого пристрою та вхідний контроль станційних оптичних шнурів, що входять до комплекту;
- розмітка лінійного кабелю;
- визначення довжини обробки ОК;
- визначення довжини запасу ОК;
- підведення ОК до кінцевого пристрою;
- обробка ОК;
- введення ОК в кінцевий пристрій та кріплення його на вході до ООУ;
- заземлення металевих елементів ОК;
- укладання запасу оптичних модулів;
- формування пучків оптичних модулів для введення їх у окремі касети;
- маркування модулів за допомогою липких маркерів;
- закріплення пучків модулів на входах касет;
- підготовка оптичних волокон до зварювання: розмітка, надягання КДЗС на одне з волокон, що зрощуються, видалення захисних покриттів з ОВ, сколювання ОВ, укладання підготовлених до зварювання ОВ у затискачі зварювального пристрою;
- зварювання ОВ та перевірка загасання зварного з'єднання за допомогою рефлектометра;
- прийняття рішення про залишення або переробку зварного з'єднання;
- усадка гільзи КДЗС у спеціальному блоці зварювального пристрою;
- укладання гільзи КДЗС в ложемент касети, і одночасне укладання запасів ОВ під лапки касети;
- зварювання ОВ у всіх касетах ООУ;
- встановлення касет на шпильки ООУ, складання касет у блок та встановлення кришки на верхню касету блоку, закріплення блоку касет на шпильках ООУ;
- складання корпусу ООУ;
- встановлення ООУ з його місце у стійці чи стіні; кріплення ОК на підходах до ТОВ.
Після закінчення монтажу на передні панелі оптичних кінцевих пристроїв, або на їх кришки, або на спеціальні клейкі етикетки та бирки, що поставляються разом з пристроями, фарбою або маркерами-ручками, повинні бути нанесені написи із зазначенням їх порядкових номерів, номерів оптичних кабелів та їх напрямків.
